

- Home
- Companies
- Guangdong Xinjieyuan Environmental ...
- Products
- XJY - Model 250LPH-2TLPH - Box Reverse ...

XJY - Model 250LPH-2TLPH -Box Reverse Osmosis Systems
The box reverse osmosis systems are integrated, compact RO water treatment system designed specifically for commercial water purification applications. This box reverse osmosis systems are integrated, compact RO water treatment systems designed specifically for commercial water purification applications. Unlike traditional split-type water treatment equipment, which suffers from cluttered piping, scattered components, and cumbersome assembly, this equipment integrates the entire pretreatment system, high-pressure power unit, core reverse osmosis filtration system, electrical control module, and piping valve assembly into a closed, integrated chassis, achieving modular integration of the entire unit.
All core components of our box reverse osmosis systems are sourced from reputable brands, rejecting generic parts and substandard configurations. All components undergo rigorous testing for optimal operating conditions, suitable for 20 hours of continuous operation, complex water quality, and harsh high and low temperature environments.
The entire system features a modular layout, independent partitioning, and easy assembly and disassembly. Subsequent maintenance and consumable replacement are simple and efficient, fully adaptable to customers’ self-maintenance needs. The following is a detailed description of the core configuration of the entire system:
1. Raw water pump
The ro equipment is equipped with a Lingxiao raw water pump, which is suitable for continuous operation with large flow rates in water purification. It has a reliable sealing structure, is resistant to cavitation, and operates stably. It can efficiently extract various types of raw water and ensure stable water intake for the entire water purification system.
2. Pretreatment filtration system
Box reverse osmosis systems are typically equipped with two-stage pretreatment using quartz sand and activated carbon to adapt to complex raw water conditions, protect the RO membrane and high-pressure pump, and prevent problems such as clogging and scaling.
Quartz sand filter
The tank is filled with high-purity quartz sand, which is hard and resistant to erosion. It can effectively intercept impurities such as silt and suspended solids, reduce the turbidity of the influent, and protect pipelines, high-pressure pumps and reverse osmosis membranes.
Activated carbon filter
Made with high-quality coconut shell activated carbon, it has a strong adsorption capacity and can effectively remove residual chlorine, odors, organic matter and impurities from water, prevent RO membrane oxidation and aging, extend service life, and improve water color and taste.
High-precision security filter
Box reverse osmosis systems come standard with a precision security filter at the pre- and post-filter stages, handling water filtered through quartz sand and activated carbon, providing a precise back-end purification.
The equipment features a 304 stainless steel casing, ensuring pressure resistance, sealing, rust prevention, and pollution-free operation. It incorporates a high-precision PP melt-blown filter element, effectively intercepting fine sediment, carbon powder, colloids, and suspended impurities. This prevents residual particles from entering the membrane module, avoiding membrane scratches, micropore clogging, fouling, and reduced water production, thus stabilizing the ro equipment’s output.
3. RO reverse osmosis membrane
Box reverse osmosis systems are equipped with Vontron ULP low-pressure reverse osmosis membranes, using the 4040 standard specification, with a filtration accuracy of 0.0001μm, suitable for industrial water treatment, and featuring stable performance and strong resistance to fouling.
This membrane operates at low pressure, has a large flow rate, high desalination rate, and low operating pressure, resulting in energy savings. It achieves a stable desalination rate exceeding 97%, effectively removing various pollutants and purifying water. It is universally compatible and easy to disassemble and replace.
4. High-pressure pump
The ro equipment is equipped with a SUS304 stainless steel CNP high-pressure pump, which is corrosion-resistant, high-pressure resistant, and pollution-free. It is suitable for complex water quality, and the pressure output is stable, ensuring the efficient and stable operation of the reverse osmosis system.
5. Box body
- The machine adopts a fully enclosed box structure, with thickened steel plate integral molding and electrostatic powder coating treatment, which is corrosion-resistant, rust-proof, and anti-aging, and is suitable for various harsh working conditions.
- The tank is equipped with wheels for easy transport and hoisting, eliminating the need for civil engineering fixation and meeting the needs of mobile water supply.
- The fully enclosed design is dustproof and moisture-proof, effectively protecting the internal core components and reducing failure losses.
- The enclosure has a removable inspection port and a neat internal layout, making inspection and maintenance convenient and efficient.
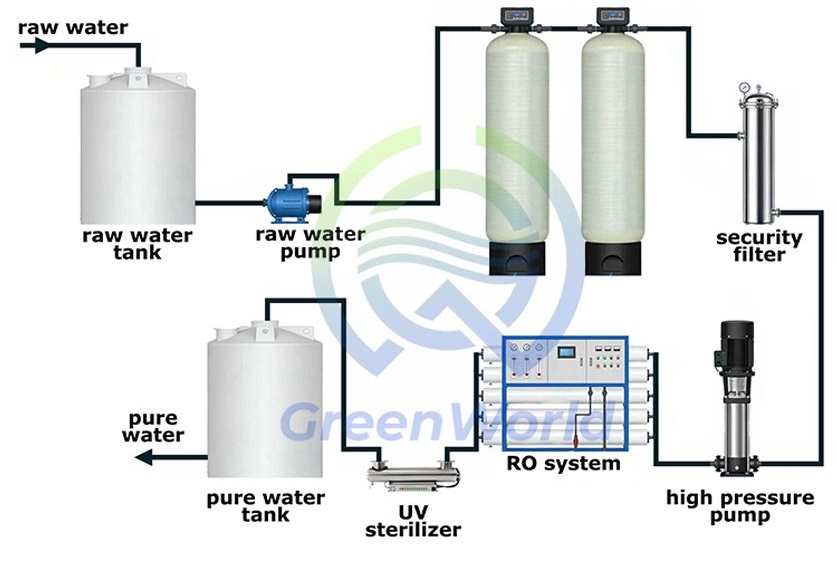
The entire process, from raw water intake, through step-by-step purification, precision reverse osmosis, concentrated and purified water separation, to automatic shutdown when the system is full, is seamlessly integrated, ensuring stable water pressure and smooth flow, eliminating problems such as idling, pressure buildup, and water circuit blockage. The specific operating steps are as follows:
Step 1: Raw water pump stabilizes pressure and delivers water
After the raw water is connected to the ro equipment, the raw water pump delivers the water source smoothly. The system monitors the water pressure in real time and automatically shuts down to protect against water shortage and low pressure, preventing the pump from running dry and being damaged.
Step 2: Pretreatment and step-by-step purification
Water flows through a series of pre-treatment processes: quartz sand, activated carbon, and a stainless steel security filter. Quartz sand intercepts large particles such as silt and rust, reducing the turbidity of the raw water. Activated carbon adsorbs residual chlorine, organic matter, and odors, preventing membrane oxidation damage. The high-precision security filter traps fine impurities, ensuring stable operation of the downstream system.
Step 3: High-pressure boosting and transmission
The pretreated clean water flows into the high-pressure pump buffer chamber, raising the water pressure to the standard operating pressure of the reverse osmosis membrane. The pressure output remains constant and uniform throughout the process, without instantaneous high-pressure shocks or water flow pulsations, ensuring quiet and smooth operation with minimal vibration.
Step 4: RO reverse osmosis high-precision separation and purification
High-pressure water flows into the RO membrane housing, where it utilizes the physical sieving principle of reverse osmosis to achieve high-precision water separation under high pressure. The 0.0001-micron precision membrane pores effectively intercept all harmful impurities in the water, including calcium and magnesium ions, heavy metals, bacteria, viruses, dissolved salts, and colloids. Clean water molecules penetrate the membrane to form compliant pure water, while the retained high-concentration impurities and salts form concentrated wastewater, achieving precise separation of pure water and concentrated water.
Step 5: Concentrate and purified water are delivered in separate streams
Pure water flows through pure water pipelines, flow meters, and pressure gauges before being delivered to the pure water storage tank. Concentrated wastewater is stably discharged or recycled through concentrated water pipelines, ensuring unobstructed flow throughout the entire process without pressure buildup or backflow obstruction.
Box reverse osmosis systems applicable scenarios
Box reverse osmosis systems are suitable for water treatment scenarios in multiple regions and under various conditions worldwide, covering various industrial and commercial water purification fields such as food and beverage production, electronics and chemical industry, pharmaceutical industry, hardware electroplating, animal husbandry, commercial building water supply, temporary water supply for mining and construction sites, seawater desalination pretreatment for islands, outdoor emergency water purification, and water supply for homestays and hotels. Customized equipment configuration solutions can be provided according to customers’ water quality conditions and water consumption needs.

We are a source manufacturer with more than ten years of experience in the industrial water treatment field. We integrate independent research and development, structural design, precision production, strict quality inspection, export sales, and after-sales operation and maintenance, and have a complete industrial chain production system.
- The company has ISO and CE certifications, meets global export standards, and has complete qualifications.
- The equipment is manufactured using industrial standards, and its structure, piping, and electrical control have undergone operational testing to adapt to complex water quality and harsh environments.
- The machine undergoes multiple tests before leaving the factory, including water pressure, full load, leak prevention and shock resistance, ensuring stable operation and reliable quality.
- We offer one-stop services including customized modifications, solution optimization, export customs clearance, remote guidance, and after-sales maintenance. We support global shipping and bulk customization, and offer high cost-effectiveness.