

Apium - Model P220 -Industrial 3D Printer
An industrial 3D printer for highest component quality performance in high-plastics. The P220 is the only printer that can print both pure PEEK in high crystallinity and carbon fiber reinforced PEEK with up to 30% fiber content.
Special polymers require special processing
High-performance plastics have exceptional mechanical and thermal properties. However, there are also some challenges when printing these materials.
What is my goal?
A fully crystallised part good surface quality and good layer adhesion
What is needed to achieve this?
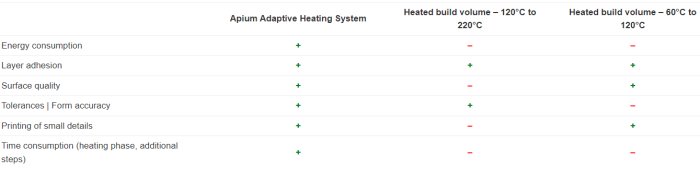
In order to achieve a fully crystallized component and good adhesion of the layers, more energy is required in the topmost layers than with conventional materials. This additional energy in the form of heat can be introduced in various ways. The three following methods are the most commonly used:
Apium Adaptive Heating System
(Apium P220)
Energy is only introduced where it is needed - in the uppermost layers. We achieve this by installing a zone heater just above the printing surface^ which forms a hot air film.
Why this solution? We achieve a completely crystallized component with simultaneously very good surface quality and good layer adhesion No other method can meet these three goals simultaneously. Furthermore, our process is extremely agile and energy-saving due to the relatively small heated area.
Surface quality | Tolerances
For a good surface quality and tight tolerances it is important that the part remains stiff in the lower areas to avoid micro movements during printing. This stiffness is achieved by staying just below the softening temperature (Tg) of the printing material.
Only in the uppermost layers are the temperatures above Tg. This is required for good layer adhesion.
Compared to a space heater the zone heater is very agile and can be quickly adjusted to any desired condition. This allows us to print small details without smearing them.
Heated build volume 120X - -220°C
(3D printers in high price ranges)
The entire build volume is heated to temperatures of up to 220°C. The high temperatures enable a completely crystallized component and good layer adhesion However the surface quality of this process is poorer.
The large thermal mass, which must be heated before each printing process, leads to long heating times and high energy consumption. In addition, the high temperatures in the installation space have a negative effect on bearings and other mechanical components.
Surface quality | Tolerances
The temperatures in the entire part are far above the softening point (Tg) of the component. As a result, the material loses rigidity and the movements of the print head generate micro movements. This leads to a loss of surface quality and tolerances.
Furthermore, local overheating can occur which causes smearing of small details.
Heated build vol ume60°C- 120°C
(3D printers in lower price ranges)
Here again, the entire installation space is heated up to 120°C. Due to the significantly lower temperatures, the part cools down too quickly and thus cannot crystallize i completely. This results in amorphous phases in the component. These can be recognised by their < dark discolouration.
These phases have a negative effect on the mechanical, chemical and thermal usability of the components and must be post-crystallized by a additional work step.
Surface quality | Tolerances
After the printing process, the part is annealed in an oven. This results in a transformation of the amorphous phases into a crystalline structure.
This process causes results in distortion in particularly strong with a change in density and the component. This effect is more complex geometries.
Poor dimensional accuracy cannot be avoided with this method.
The Apium Adaptive Heating System combines the advantages of the other two methods. It only heats in those areas where necessary The other areas remain colder to ensure sufficient stiffness. This leads to a best possible component quality.
Best Part Tolerances
The patented Adaptive Heating System analyses the printing geometry and adjusts the heating power to achieve always an optimum energy input. Without thermal post- treatment, you get even finer details and compliance with narrow tolerances. Due to the high stiffness and strength, even embossing dies for aluminium and stainless steel sheets can be printed.
New extrusion technology
Our extruder was developed with flexibility and robustness in mind. The feed force. which is four times higher than that of the previous model, makes it possible to process fibre-reinforced high-performance polymers with a high percentage of filling. The specially designed filament guide automates the loading process.
Monitored Printing Process
By integrating a camera system, temperature recording and the use of servo motors, the printing process is continuously monitored. This allows the printer to intervene independently when deviations occur.
Reproducibility
Integrated calibration routines guarantee consistent part quality. The software automatically notifies you of any maintenance work and guides you step-by-step through the procedures.
Documentation & Safety
All the important parameters of a printing process are automatically made available in a PDF protocol. The integrated user management prevents unwanted access. For your data security, we have decided against cloud based solutions.
Integrated Software
The control software is specially adapted to our printer hardware and optimized for processing high-performance polymers. An intuitive user interface allows easy operation of the printer You can manage print jobs and check the status of the printer at any time.
Innovative Materials
The open system allows the use of other materials that are not available in our product portfolio. The P220 also allows the processing of metal filled filaments which can be sintered.
Technical Support
Our service department will train you in the handling of your printer. We will be happy to answer any questions you may have about the printer and other challenges of 3D printing of high performance polymers.
