

- Home
- Companies
- BTech Innovation
- Products
- Model P220 - Apium
Model P220 -Apium
(Apium P220)
Why this solution? We get a fully crystalline component with very good surface quality and good layer adhesion at the same time. No other method can meet these three goals simultaneously. In addition, due to the relatively small heated area, our process is extremely agile and energy efficient.
Only the uppermost layers have temperatures above Tg. This is necessary for good layer adhesion.
Compared to the space heater, the space heater is very agile and can be quickly adjusted to any desired condition. This allows us to print small details without smearing them.
(Apium P220)
The large thermal mass that must be heated before each printing process results in long heating times and high energy consumption. In addition, high temperatures in the assembly area have a negative effect on bearings and other mechanical components.
In addition, local overheating can occur, which causes smearing of small details.
(Apium P220)
These steps have a negative impact on the mechanical, chemical and thermal availability of the components and must be subsequently crystallized with an additional working step.
This process causes a change in density and causes deterioration of the component. This effect is particularly strong in more complex geometries.
Dimensional accuracy cannot be avoided with this method.
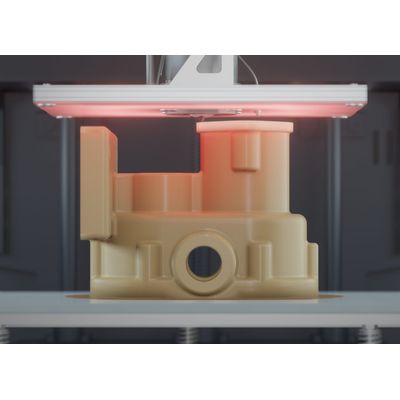
The Apium Adaptive Heating System combines the advantages of the other two methods. It heats only where necessary. Other areas remain cooler to provide adequate rigidity. This leads to the best possible component quality.
The Apium Adaptive Heating System combines the advantages of the other two methods. It heats only where necessary. Other areas remain cooler to provide adequate rigidity. This leads to the best possible component quality.
For good surface finish and tight tolerances, it is important that the part stays firm in the lower regions to prevent micro-movements during printing. This hardness is achieved by staying just below the softening temperature (Tg) of the printing material.
Only the uppermost layers have temperatures above Tg. This is necessary for good layer adhesion.
Compared to the space heater, the space heater is very agile and can be quickly adjusted to any desired condition. This allows us to print small details without smearing them.
Our extruder was developed with flexibility and robustness in mind. The feed force, which is four times higher than the previous model, makes it possible to process fiber-reinforced high-performance polymers with a high percentage of filler. Specially designed filament guide automates the loading process.
By integrating a camera system, temperature recording and the use of servo motors, the printing process is continuously monitored. This allows the printer to intervene independently when deviations occur.
Integrated calibration routines ensure consistent part quality. The software automatically notifies you of any maintenance work and guides you step-by-step through the procedures.
All the important parameters of a printing process are automatically presented in a PDF protocol. Integrated user management prevents unwanted access. We decided against cloud-based solutions for your data security.
The control software has been specifically adapted to our printer hardware and is optimized for processing high-performance polymers. An intuitive user interface allows for easy operation of the printer. You can always manage print jobs and check the status of the printer.
The open system allows the use of other materials not available in our product portfolio. The P220 also allows the processing of sinterable metal-filled filaments.
Our service department will train you in the use of your printer. We are happy to answer any questions you may have about the printer and other challenges of 3D printing of high-performance polymers.